
返回 当前位置:首页 → 新闻中心 → 知识百科 → 抗震加固丨新增带框钢支撑安全技术文件(可用作交底文件)
2024-01-17 16:14:45
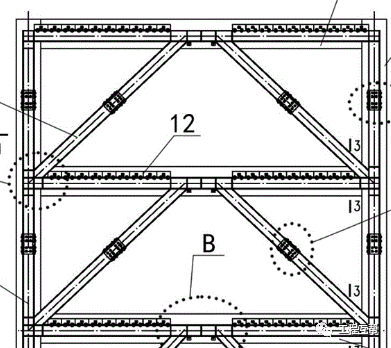
一、新增带框钢支撑目的
根据鉴定结果要求,需要采用带框钢支撑调整结构刚度和平面布局,控制层间位移。
二、 施工步骤
1、将增加钢框支撑部位填充墙拆除,将梁、柱抹灰层剔除,凿去结合面风化酥松层、碳化锈裂层,修补缺陷,并弹线定位,保证上下各层的钢框支撑在同一平面内。
2、在周边梁、柱上钻孔、清孔、植入化学栓钉,栓钉位置与周边柱的钢缀板、钢框上焊接的栓钉避让。
3、在施工前预先在型钢上焊接栓钉、并加工型钢的坡口,运输过程应采取保护措施
4、现场将型钢就位,并焊接成整体,新增带框钢支撑的连接为熔透焊缝,焊缝质量等级为二级。
5、在边框周围加入螺旋钢筋,并支模,通过预留的孔洞,压力注入灌浆料,直至饱满。
6、在楼梯间增加钢支撑,遇有梯柱时,在腹板上开洞,穿过梯柱后,再补焊一块钢板 。
7、拆模后加强养护,打磨平整,钢支撑表面应进行防火防腐处理。
三、施工工艺
1、放线:对各层新增带框钢支撑部位进行放线确保钢支撑内边与砼梁在同一平面内。
2、钻孔:锚栓的锚孔,用毛刷或手动气筒清除孔内粉屑,钻孔直径28mm,允许偏差不得大于5mm,锚栓表面不得有浮锈。
3、 植栓:在孔内注入植筋胶,单孔用量不得少于97g,之后插入Φ18的栓钉,植入深度150mm,外露150mm,静止时间不少于48小时。
四、钢支撑加工
1、工厂内对钢支撑进行打磨除锈处理,除锈等级Sa2.5,之后使用栓钉枪在钢支撑上面焊接栓钉,双排Φ16的栓钉,间距不大于200mm,钢支撑外框部位每隔1m焊接一个高度为10cm的支托,材质选用钢筋,在钢支撑上面涂刷防锈漆。
2、由工厂运至施工现场时,要对栓钉及支托部位进行防护,避免在运输过程中发生碰撞出现“缺钉少托”的情况。
五、钢支撑安装
1、放样; 在需要安装钢支撑的部位预先拼装,对由不合适的位置进行微调,钢支撑两端支点中心线偏差不应大于20mm,安装后总偏心量不应大于50mm,否则,必须进行二次加工或更换。
2、安装;安装顺序为先安装钢支撑外框,在外框安装完成后对其内部斜撑进行固定安装,安装时,要确保钢支撑的位置正确,为避免“失稳”必要时需要采取钢楔子临时固定措施,钢支撑内边要和混凝土梁内侧持平,稍有偏差时需要用撬棍或钢楔对其进行微调,之后对其进行满焊焊接,之后再将螺旋筋放入钢支撑与混凝土中间,使用预先植入混凝土内的Φ18的栓钉和焊接在钢支撑Φ16的栓钉将其卡牢。
3、支模;在钢支撑与混凝土结合面之间支护模板,使用步步紧对其进行固定,保证尺寸与原结构梁尺寸上下一致,且必须严实,使用发泡胶对周围缝隙进行封堵并预留出灌浆口,之后使用灌浆料对该部位进行灌注。
4、浇筑;浇筑时,要保证对其不间断的振捣,以保证其能够灌浆饱满,与混凝土面充分结合。
5、养护;养护时间不少于48小时。
6、防火涂料:在钢支撑表面喷涂防火涂料,厚度为8-10mm,耐火极限为2.5小时。喷涂时,涂料要均匀的喷在钢支撑上面,干固后出现脱落的情况,因将其部位铲除后,重新喷涂。
六、质量保证措施
1、安装焊缝坡口的允许偏差应符合下表规定:

2、焊缝表面不得有裂纹、焊瘤等缺陷、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷;且二级焊缝不得有咬边、未焊满、根部收缩等缺陷。
3、焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。
4、焊缝感观应达到:外形均匀,成型良好,焊道与焊道、焊道与基本金属间过渡平滑,焊渣和飞溅物基本清除干净。
5、焊接时,引弧应在垫板、帮条或形成焊缝的部位进行。
6、焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填满。
7、应选用合适的电流,避免电流过大、电弧拉得过长,控制好焊条的角度和运弧的方法.。
七、特殊工序控制
CO2气体保护焊焊接工艺
CO2气体保护焊工艺的保护气成分配比流量、焊丝伸出长度(即导电嘴与工件之间距离)、保护气罩与工件之间距离等,都对焊缝成形和质量有重大影响。
1、 CO2+Ar混合气配比的影响
短路过渡时,CO2含量在50%~70%范围内都有良好效果;在大电流滴状过渡时,Ar含量为75%~80%时,可以达到喷射过渡,电弧稳定,飞溅很少。在20%CO2+80%Ar混合气体条件下,焊缝表面最光滑,但熔透率减少,焊道变窄。
2、 保护气流量的影响
气体流量大时保护较充分,但流量太大时对电弧的冷却和压缩很剧烈,扰乱熔池,影响焊缝成形。
3、导电嘴与焊丝端头距离的影响
焊丝伸出长度大,有利于提高焊丝的熔敷率;但伸出长度过大时,会使电弧过大稳定,应予以避免。通常ф1.2焊丝伸出长度保持在15~20mm,按焊接电流大小作选择。
4、 焊距与工件的距离
焊距与工件距离太大时,焊缝易出现气孔。距离太小,则保护罩易被飞溅堵塞,需经常清理保护罩。严重时,出现大量气孔,焊缝金属氧化,甚至导电嘴与保护罩之间产生短路而烧损,必须频繁更换。合适的距离根据使用电流大小而定。
八、安全保证
钢支撑的稳定性是控制整个框架稳定的重要因素之一,其架设必须准确到位,并严格按设计要求施工,并注意观测其变形,另外,从钢支撑架设至灌浆完成的整个施工过程中,须对钢支撑严格监测及防护,以确保其稳定性。
1、由于钢支撑跨度较大,活荷载对其影响较大,易使支撑因震动而失稳,所以严禁在其上放置各种物体及人员攀登和行走。
2、施工中需要重点做好对钢支撑安装和使用过程中的轴线偏差及位移的观测,如超过允许值,应迅速采取处理措施。
3、支撑安装完毕后应及时检查各节点的连接状况。
4、高空临边作业,施工人员必须佩带安全带及安全帽。

版权说明:内容来源于 工程互帮,版权归原作者所有。我们欣赏原创,更尊重原创,如有侵权请及时联系微信:gzqinhan

近日,武汉地铁11号线因疑似受到“钉子户”影响而改…

这座地标建筑被誉为“云顶天宫”,不仅以其独特的外观…

地下室抗浮失效导致底板上浮开裂、框柱冲切破坏等危及…

与此同时,传统养殖业也面临着环境污染、资源消耗大、…

项目的初衷是打造成为“浙江第一高楼”,最初的规划高…

越来越多项目开始设置一站式人员入场服务区(总包服务…

最近,住建部和财政部,在城中村改造政策上放了一个大…

在四川省遂宁市大英县,一个雄心勃勃的项目——按照1…

9月23日,住建部官网发布四项国家标准,包括《供水…

1立方米的新雪,是由高达60亿到80亿片雪组成的,…

11月15日,位于江门台山市台城街道金福花园附近,…

在上海这座东方明珠的城市中,武康大楼以其独特的历史…
—— Contact number




